Questions and Answers
問題解決事例
よくある質問から、処理についてや、性能について また、アルマイトの基礎への質問まで。問題解決の事例をQandA形式でお答えします。
ホーム >> よくある質問
よくある質問
弊社では、エアポケットや袋穴(非貫通穴)流れ、シミ、その他不良の発生改善を常に行っており、品質を理由に他社から転注して戴けるケースが多数有ります。
不良率が少ない分、部品性能の信頼性だけでなく長期的なコストメリットと言えるでしょう。
弊社は創立より、精密光学部品の量産の実績が有ります。
これまで培ってきたノウハウ・技術により、±0μm狙いの艶消し黒アルマイト「フィニッシュゼロ」をはじめ、安定した寸法精度でアルマイト処理が可能です。
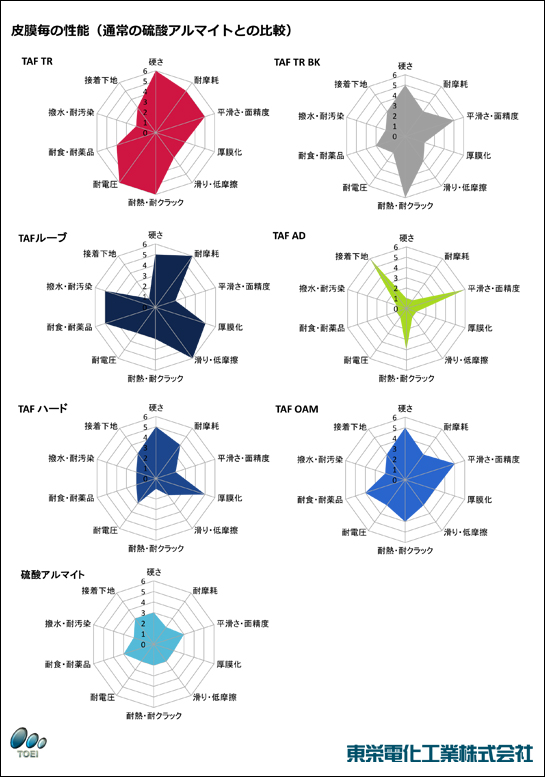
弊社にはクラックレス硬質アルマイト「TAF TR」があります。
クラックによりアルミ素地が露出することがないため耐食性や耐電圧性に優れます。
弊社には耐熱黒アルマイト「TAF TR BK」があります。
熱や紫外線に強く、剥離・クラックや褪色がありません。
弊社では、形状や材質にもよりますが、肉厚の薄い品物(t=0.3mmなど)へのアルマイトの実績がございます。
カラーアルマイトの濃淡・色味の管理、光沢・艶消しの程度の管理を徹底しています。
良品となる外観の範囲を、お客様と御相談の上で予め設定してから生産をスタートすることが可能です。
弊社では、耐摩耗性を必要としたカラーアルマイトの実績があります。
例えば、A5052材へ処理した一般的なカラーアルマイト皮膜の硬さはHv200程度ですが、弊社のカラーアルマイト皮膜はHv350程度と硬くなっています。
Al純度の高いアルミ合金には劣りますが、弊社では前処理(化学研磨)やアルマイトの条件を材料の特性に合わせて設定することで、より光輝性のある外観にすることが可能です。
材料によって最大膜厚は変化しますが、A1000系、A5000系、A6000系或いは鋳物でも100μm以上のアルマイト処理の実績があります。
弊社ではダブルカラーアルマイトの多くの実績があり、ノウハウや技術もあります。
クラックレス硬質アルマイト「TAF TR」は一般の硬質アルマイトよりも耐電圧性が優れています。
弊社には、高度な光輝性・艶消性を求められているお取引先様が数多くいらっしゃいます。
また、技術だけでなく、アルマイト皮膜の外観に及ぼす工程条件管理を徹底しておりますので品質も安定しています。
弊社では1個からの処理が可能です。
また、高度な処理・皮膜性能の要望に出来る限りお応えするため、事前にお打ち合わせしてアルマイト処理の仕様を決めていく事も可能です。
弊社では意匠性の追究をしたアルマイト処理が可能です。
そのため狙いのカラーや艶に近づける等、デザイナーからの依頼が多数あります。
アルマイト後処理
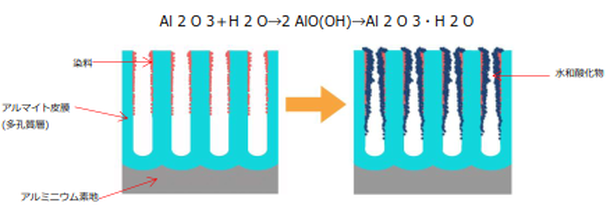
アルマイト皮膜には無数の微細孔が有るため、十分な耐食性を確保するために封孔処理を行います。
アルマイト皮膜の封孔処理とは、皮膜にある無数の孔(ポア)内部に「ベーマイト」と呼ばれる水和酸化物を生成・析出させる事によって、アルマイト皮膜表面を化学的に不活性な状態にする処理のことです。
封孔処理には酢酸ニッケルや酢酸コバルトなどの金属塩を用いる方法や、沸騰水・加圧蒸気を使用する方法が有ります。
(※加圧蒸気封孔は弊社では取り扱っていません)
電解着色とは、アルマイト皮膜の微孔中に金属を析出沈着させて皮膜を着色する方法です。
染料を用いたカラーアルマイトと比較し、耐熱性や耐候性に優れ、建材などに多く用いられます。
現在、顔料を用いたカラーアルマイトの開発中です。
ダブルカラーアルマイトは1つの製品に対して、部分的に2回のカラーアルマイト処理をすることで、2色以上のデザインが可能になります。
また、マスキングにより部分的にショットブラストを施す処理も行っています。
従来のカラーアルマイトに加えて、様々な組合せのカラーでアクセントを付けることで、より一層の独自性や高級感を演出できます。
弊社では装飾部品のカラーアルマイト処理を数多く取り扱っており、自社内で染料の調合が可能な為、カラーバリエーションは無限大です。
お気軽にお問い合わせください。
通常のカラーアルマイトは皮膜硬さが200HVであるのに対し、弊社のカラーアルマイトは350HV~380HVと硬く、耐摩耗性に優れます。
耐摩耗性の必要な部品のカラーアルマイト処理は弊社にお任せください。
弊社ではカラー限度見本を作成し、目標の色調の範囲で製品を処理することでロット間のばらつきを最小限にしています。
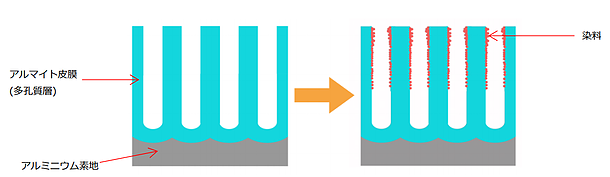
アルマイト皮膜は無数の微細孔が開いており、孔内部に染料を吸着させることで着色しています。
アルマイト皮膜を生成させた直後に染料液中に浸漬すると、染料が孔(ポア)内部に吸着し、製品を着色することができます。
染料の濃度・温度や染色時間、またはアルマイト皮膜の厚さにより染料の吸着量が異なり、染料の吸着量が多い程、濃色になります。着色後は孔を閉じる封孔処理を行います。
アルマイト前処理
はい。可能です。
詳しくはお問い合わせください。
はい。様々な形状での部分アルマイト実績がございます。
はい。可能です。
詳しくはお問い合わせください。
はい。可能です。
詳しくはお問い合わせください。
はい。取り扱っております。
標準は鉄粉:#100、ガラスビーズ:#80になります。(その他は御相談ください)
はい。艶見本の作製や作業条件の管理をしながら処理をしますのでロット間のばらつきは最小限に抑えられます。
はい。承っております。
材質によって艶消しの度合いが異なります。詳しくはお問い合わせください。
薬品でアルミニウムを溶かしながら表面を粗し、梨地仕上げにする処理方法です。
アルマイト前処理として行うことが出来ます。材質によって仕上がりが異なります。詳しくはお問い合わせください。
薬品でアルミニウムを溶かしながら表面を平滑にし、光沢を出す処理方法です。
アルマイト前処理として行うことが出来ます。
材質について
はい。材質によって皮膜の構造や、皮膜自体の発色が異なりますので、カラーアルマイトの色味も若干変わってきます。
アルマイト処理はアルミニウム合金を陽極酸化する処理です。
その為、その他の材質に処理する事はできません。
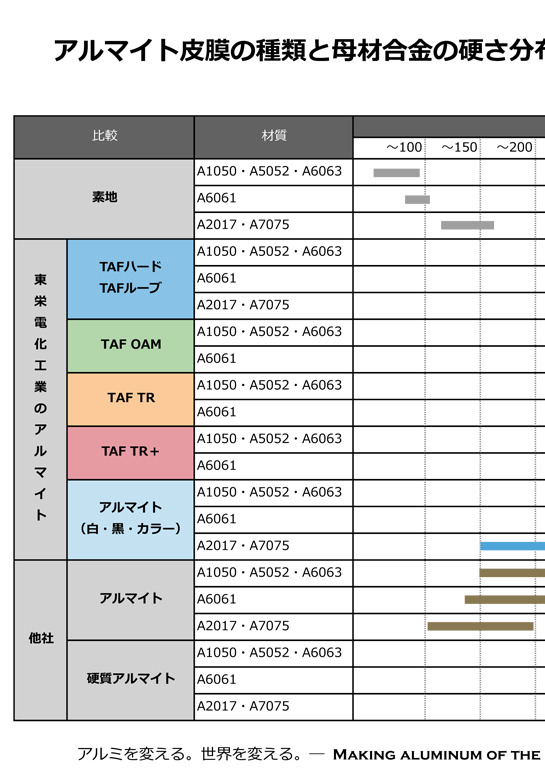
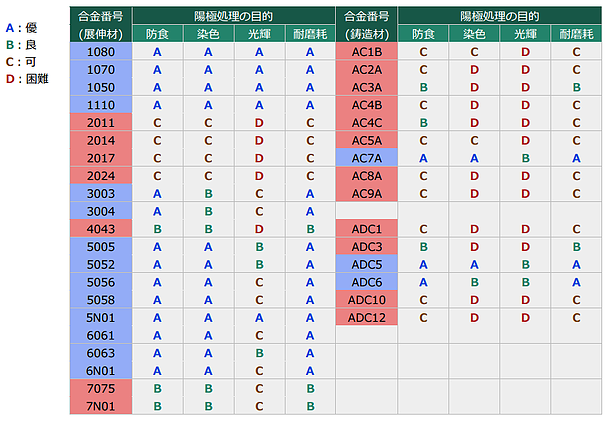
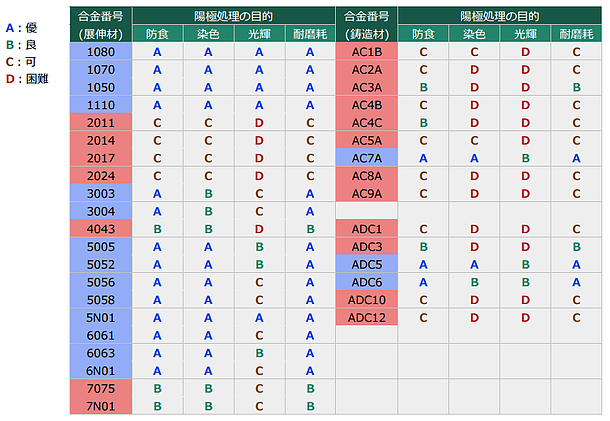
A2000番系やA7000番系は展伸材の中ではアルマイト性が悪く硬い皮膜が得られにくいのが特徴です。
A1000番系やA5000番系がおすすめです。
アルミニウム純度が高いものが硬い皮膜を得られます。
A1000番系やA5000番系がおすすめです。
はい。弊社にお任せください。(表面はマット調になります。)
はい。弊社にお任せください。
はい。弊社にお任せください。
はい。弊社にお任せください。
アルマイト処理をお受けすることは可能ですが、そのまま処理しますとヘリサートが溶解しますのでマスキングなどで保護する必要が有ります。
A2017をはじめとするA2000番台の合金はアルマイト皮膜が黄色っぽくなる傾向にあります。
色調を合わせるには材質を変更するか、着色して目立たないようにする必要があります。
アルマイト処理をお受けすることは可能ですが、そのまま処理しますとSUSが溶解しますのでマスキングなどで保護する必要が有ります。
特に、ヘリサートなどにSUSが使われる場合が多いため注意が必要です。
膜厚・寸法について
純アルミニウム系のA1000番系やA5000系は良質なアルマイト皮膜が得られやすいです。
アルマイト皮膜は素材を酸化させて成長する皮膜のため、材質により皮膜性能が異なります。
材質が変わるとアルマイト処理工程が変わる場合がございます。
価格についてはお問い合わせください。
アルマイト皮膜の膜厚は電気分解時の製品への通電量で決まりますので、単位時間に流す電流量と処理時間を調整することで膜厚を管理しています。
また、お客様のご要望に応じてアルマイト処理後の品物の皮膜厚さ測定試験を行います。
処理可能ですが穴の外よりも膜厚が薄くなります。
深さがある場合には、皮膜が生成しない場合もあります。
細くて長い管や穴(特に止まり穴)の内径はつきにくいです。
また、鋭角のエッジ部は割れやすいので可能な限りC面やRをつけるようにしてください。アルマイト処理をする部品のエッジ部分の角度が小さいと正常な皮膜が生成されにくくなります。(つきまわり性が悪くなります)

弊社では、A5052材であれば普通の硫酸アルマイトでも可能です。
はい、処理実績が有ります。
ただし、鋳物材は同じ規格の合金成分でも皮膜生成率が異なりますので、先ずは御相談ください。
はい、可能です。
材質に依りますが20~30μm程度まで可能です。御相談ください。
黒アルマイトの場合、皮膜に染料を吸着させなければならず、2~3μmだと染料の吸着量が不十分な為、黒くなりません。
通常は12μm以上としていますが、多少であれば膜厚を薄く出来る場合が御座いますので、ぜひ一度お問い合わせください。
概算ですが、硫酸アルマイトは、【 [寸法増加量(μm)]=[膜厚(μm)]×1/3 】、
その他のアルマイトは、【 [寸法増加量(μm)]=[膜厚(μm)]×1/2 】となっています。
アルマイト処理業者によって異なりますが、白アルマイトで5~10μm、黒アルマイトで12~18μmです。
その他のシュウ酸アルマイトや硬質アルマイト等は、特に標準はありませんが、用途によって適した膜厚がございますので、お問い合わせください。
接点について
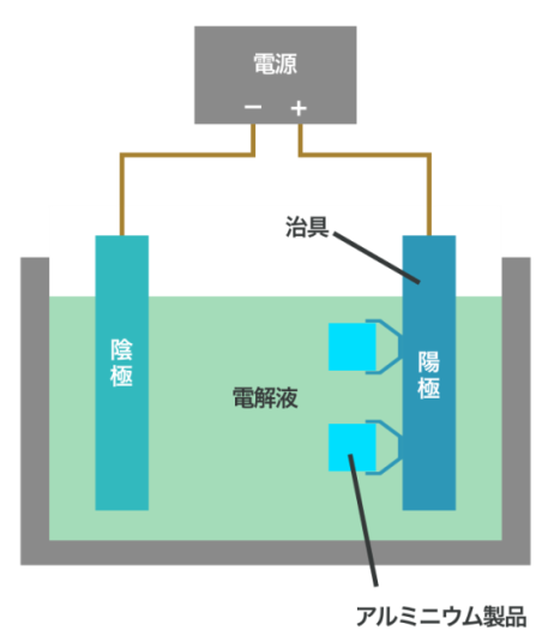
アルマイト処理 に必要な電流量を確保するため、品物を治具(例えばリード線のようなもの)に担持させる必要が有ります。
吊り穴があると担持しやすく、アルマイト工程がスムーズに行えるのですが、必ずしも吊り穴は必要ありません。
品物の形状に合わせた治具が御座いますので図面をご送付いただき、お問い合わせください。
はい。アルマイト皮膜は絶縁皮膜です。
点状の跡は、アルマイト不良で皮膜が正常に生成していない部分か、アルマイト時の通電用の接点跡と推測されます。
接点部分もアルマイト皮膜は生成しません。
はい。アルマイト処理は通電したり、担持したりするために品物と治具を接触させたまま行います。
処理後の部品にはその接点跡が残ります。
この接点部にはアルマイト皮膜は生成しません。
熱・紫外線の影響
アルマイト皮膜はアルミニウムよりも輻射率が大きくなります。
ヒートシンクなどが輻射によって放熱する場合、放熱量が高くなります。
また、アルマイト処理の種類によっても放熱性が変わるようです。
ヒートシンクなどの放熱特性を向上させるためには、素材の熱伝導率が重要になってきます。
アルマイト処理をすることにより、高性能のヒートシンクを得ることが可能です。
アルマイト皮膜はアルミニウムよりも輻射率が大きくなります。
ヒートシンクなどが輻射によって放熱する場合、放熱量が高くなります。
また、アルマイト処理の種類によっても放熱性が変わるようです。
ヒートシンクなどの放熱特性を向上させるためには、素材の熱伝導率が重要になってきます。
アルマイト処理をすることにより、高性能のヒートシンクを得ることが可能です。
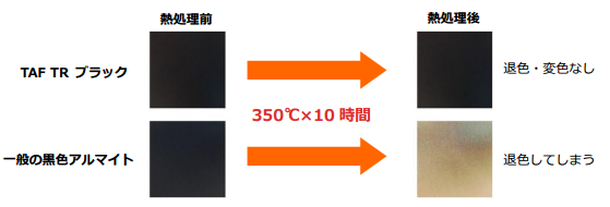
一般の黒アルマイトは有機染料によって着色しているため紫外線によって、染料分子が分解してしまい、褪色します。
弊社では紫外線によって褪色しない耐紫外線黒アルマイト「TAF TR BK」を取り扱っておりますので、よろしければお問い合わせください。
アルマイト皮膜そのものが紫外線によって劣化するということはありませんが、黒アルマイトやカラーアルマイトは有機染料を使用しているため、紫外線により変色・褪色します。
弊社では紫外線に強い黒アルマイトも扱っておりますのでお気軽にお問い合わせください。
アルマイト皮膜と母材のアルミニウムとの線熱膨張係数が異なるため、加熱時に母材のみが大きく膨張しようとすることで応力が発生します。
その応力に耐えることの出来ない皮膜はクラックしてしまいます。
弊社の耐熱クラックレスアルマイト「TAF TR」であれば、350℃でもクラックしません。
(黒色のTAF TR BKは色褪せもありません)
アルマイトは腐食防止、耐摩耗性向上、絶縁などの様々な目的で使用されています。
アルマイト皮膜にクラックが入ると素地のアルミニウムが露出しますので、そこからの腐食、摩耗、導通の原因になります。
耐熱クラックレス超硬質アルマイト「TAF TR」には性能の劣化が起きにくいと言えます。
被膜性能
はい。工程温度が140℃程度までなら実績が有ります。
(※弊社はアルマイト処理のみでシルク印刷はお取り扱いしておりません)シルク印刷の工程温度によるため、詳しくはお問い合わせください。
一般のアルマイト皮膜は100℃~200℃でクラックしてしまいます。
弊社では350℃でもクラックレスの耐熱アルマイト「TAF TR」を取り扱っておりますので、よろしければお問い合わせください。
一般的に硫酸アルマイトは約100℃、シュウ酸アルマイトは180℃以上の高温下でクラックが発生します。
弊社では硫酸アルマイト後にシルク印刷を行ってもクラックしない処理の実績も御座います。
また、弊社の耐熱アルマイト「TAF TR」は350℃の環境下でもクラックしません。
弊社のクラックレスアルマイト(TAF TR)では、50μmで2~2.5kV程度になります。
アルマイト皮膜は多孔質であるため封孔処理を行いますが、封孔処理の仕方で耐食性が変化します。
封孔処理をしっかりと行うには、時間がかかるため、手短に終わらせてしまう業者もあるようです。
また、一般に硫酸アルマイトよりもシュウ酸アルマイトのほうが耐食性に優れていることが知られています。
一般のアルマイトであればマイクロビッカース硬さで、200HV~300HVです。
硬質アルマイトになると350HV~450HV程度です。
弊社では、500HV以上の超硬質アルマイト処理「TAF TR」が可能です。
また、弊社の一般のアルマイトやカラーアルマイトでも350HV以上の硬さを得ることが出来ます。
一般的に硫酸アルマイトは約100℃、シュウ酸アルマイトは180℃以上の高温下でクラックが発生します。
また、有機染料で着色した皮膜は150℃以上の環境で長時間放置すると脱色してしまいます。
しかし、弊社の耐熱アルマイトは350℃でもクラックは発生せず、黒色に着色した皮膜も脱色せず保持されます。
アルマイトの基礎
電気分解時にシュウ酸を用いるアルマイトです。
硫酸アルマイト皮膜よりも硬くて面精度が良く、摺動性が優れます。
耐食性にも優れています。
電気分解時に硫酸を用いるアルマイトです。
幅広い材質のアルミニウム合金に処理可能な、最も一般的なアルマイトです。
皮膜の透明度が高く、染色性が良好なため、鮮やかなカラーアルマイトが可能です。
アルマイト皮膜の成長はアルミニウム-皮膜間(微細孔の底)の化学反応によって進行するためです。
めっきは皮膜の外側に金属が析出していくのに対し、アルマイトは皮膜の微細孔の底で皮膜が生成し、素材に浸透しながら成長します。
微細孔内は皮膜の抵抗が無いのでアルマイト皮膜はしますが、ある一定以上の膜厚に達すると微細孔内への電解液の浸入が難しくなり、成長速度が低下して、皮膜表層の溶解速度と同じになった時が限界膜厚となります。
アルマイトと(電気)めっきには、金属が陰極と陽極どちらで電解するかの違いがあります。
アルマイトは陽極での電解になりますが、めっきは表面処理をしたい金属を陰極として電解し、電解液の金属イオンを還元析出することで表面処理を行います。
また、アルマイトはアルミの表面(元々の素地面)から上に成長皮膜、下に浸透皮膜というように上下に成長しています。
一律に成長するので、元のアルミ表面が凸凹だった場合凸凹のままアルマイトがかかります。
表面を塗装のように平らにならす効果はありません。
また、一度アルマイトをかけたものを再アルマイトする場合、肉痩せしてしまいます。
それは、この浸透皮膜を化学的にいったん全て落とす必要があるからです。
一方、めっきの方は被めっき物上に順番に他の金属を乗せていくので全く別の理屈でできているといえます。
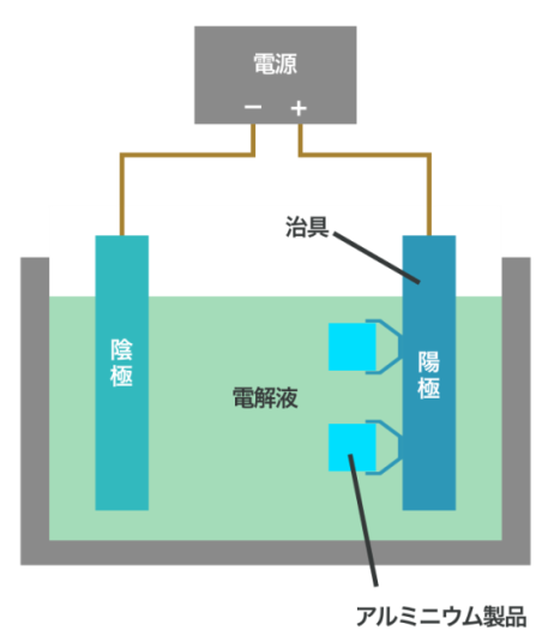
陽極酸化とは、金属を陽極(アノード)として電気分解を行う事です。
アルミニウムの陽極酸化処理を「アルマイト」と呼びます。
マグネシウムやチタン、ジルコニウムなども陽極酸化によって皮膜を得ることが出来ます。
アノード酸化とも言い、英語では「anodizing」や「anodic oxidation」と言います。
CATALOG
よりアルマイトを詳しく知るための資料をダウンロードしていただけます。